
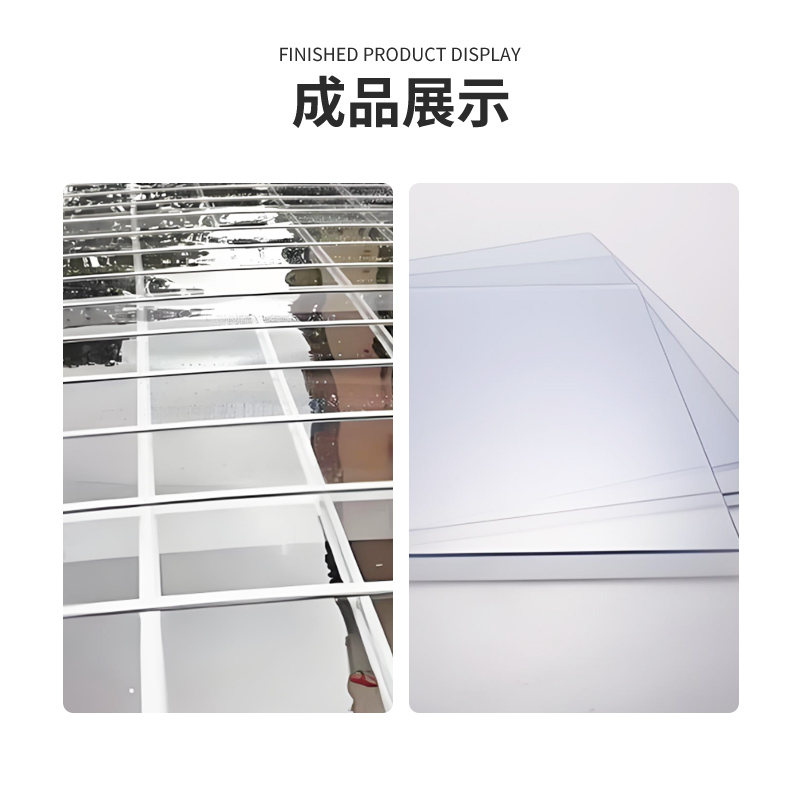
PVC透明シート押出機が無事納品されました


これはPVC透明シート押出機グルジアのお客様が購入されました。製品幅は1200mm、厚さは0.05~2mmまで調整可能です。の製造工程は、PVC透明シート押出機 「原料準備→押出機→ダイ→スリーロールカレンダー→冷却サポート成形→トラクション→切断機→冷却サポート→検査・包装」です。この製品には透明性が必要であり、焦点は必要ありません。
1. PVC透明シート押出機原料の準備
主原料はPVC樹脂粉末であり、可塑剤、安定剤、ウルトラマリンを配合比率に従って混合します。材料をミキサーに投入し、100~120℃で8~10分間撹拌して均一に分散させます。次に、原料が凝集しないようにコールドミキサーに入れて40℃まで冷却します。
2.PVC透明シート押出機押出機 押出機
混合された原料はスクリューフィーダーを通って二軸押出機に入ります。ネジの加熱作用によりプラスチックが溶けます。溶融したPVCはTダイを通過してシートブランクを形成します。
3. PVC透明シート押出機冷却と成形: 押し出されたブランクは 3 ロールカレンダーに入ります。ローラー温度は40~60℃です。ローラーを通して冷却するので早く固まります。ローラーを一緒に押し付けて、希望のシート厚さを形成します。次に、成形されたシートは冷却サポートに入り、さらに固化します。
4. PVC透明シート押出機牽引と切断: 固化したシートは牽引機によって牽引されて前方に駆動されます。より安定した生産プロセスを確保するには、牽引機械の速度を押出機の速度と均等に一致させる必要があります。
















