
TPUシートモールディングの課題は何ですか?

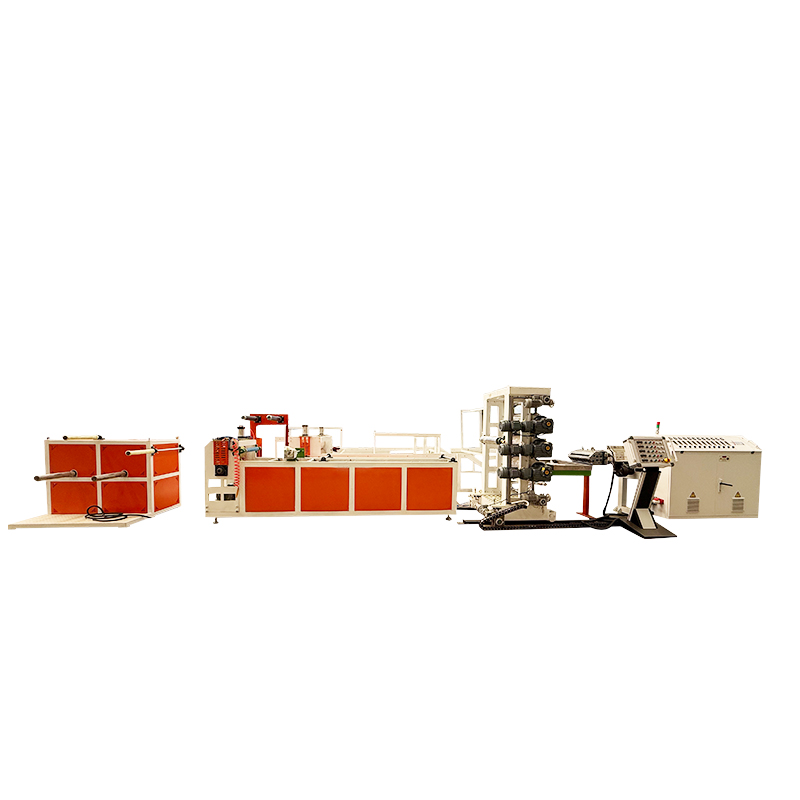
TPUシート押出機マシン 弾力性、耐摩耗性、気象抵抗、環境リサイクル性の組み合わせを提供し、医療、スポーツ、パッケージングのアプリケーションで広く使用されています。ただし、その広い硬度範囲(海岸A 60から海岸D 80)、敏感な溶融粘度、加水分解と熱分解に対する感受性は、成形プロセス中の3つのコアの課題につながります:均一性制御、パフォーマンスメンテナンス、およびプロセス安定性。特定の課題、それらの原因、および影響は次のとおりです。
1。原料の前処理:水分制御は挑戦的であり、シートの品質に直接影響します。
TPUは非常に吸湿性ポリマーです。分子構造のウレタン結合は、水と容易に反応します。原材料の水分含有量を超えると、成形プロセス中に一連の問題が発生する可能性があります。これは、TPUシートモールディングの主要な前処理課題です。難しさ:
急速な水分吸収と完全な除去の困難:わずか1時間の空気にさらされたTPUペレットでは、水分含有量が0.03%(許容値)から0.1%を超えることがわかります。湿度は60%を超える環境で2倍になります。さらに、湿気はペレットに簡単に浸透し、従来の乾燥で完全に除去することが困難になります。
狭い乾燥パラメーターウィンドウ:乾燥温度が低すぎる(<80°C)場合、水分は完全に蒸発できません。温度が高すぎる(> 120°C)場合、TPUは柔らかくなり、時期尚早に一緒に固執し、「ゴツゴツした凝集」を形成し、適切な給餌を防ぎます。乾燥時間が短すぎる(4時間未満)、水分は残りますが、長すぎる(> 8時間)場合、TPU分子鎖はわずかに分解され、弾力性が低下します。
直接的な影響:形成後、シートの表面に泡とピンホールが現れ(水分の高温蒸発によって引き起こされる)、「銀の縞」が内部に形成されます(水分蒸気によって引き起こされる不均一な溶融流のため)。重度の場合、シートは剥離する可能性があり、機械的特性(引張強度など)は15%〜30%減少する可能性があります。 ii。 TPUシート押出モールディング:メルトフローと温度制御は、コアテクニカルボトルネックです
主流のTPUシートモールディングプロセスは、「シングルスクリュー/ツインスクリューの押し出しに続くカレンダー」です。ただし、TPU溶融物は重要な非ニュートン特性を示します(粘度は温度とせん断速度に敏感です)、さまざまな硬度のTPUのプロセスの互換性は大きく異なります。これにより、押し出し中の均一性と安定性を制御することが困難になります。これは、機器の重要な運用上の課題です。
1。敏感な溶融粘度は、シートの厚さの不均一に簡単につながる可能性があります。
困難の原因:
TPUの溶融流量(MFR)は、温度変動に非常に敏感です。温度が10°C増加するごとに、MFRは20%〜30%増加する可能性があります(標準PPの場合は5%-10%のみです)。押出機のバレルの温度が切片全体で±3°Cで変動する場合、溶融粘度は大幅に変化し、不均一なダイ排出速度が生じます。せん断速度の適応性が低い:ソフトTPU(Shore A 60-80)は、溶融粘度が低い。過度に高いネジ速度(> 60 rpm)は、溶融骨折を簡単に引き起こす可能性があります(粗い材料としわのある材料表面)。ハードTPU(Shore D 60-80)は溶融粘度が高いため、低速(<30 rpm)が可塑化が不十分になり、シート内の融合が融合していない粒子が生じる可能性があります。
直接的な衝撃:シートの厚さ偏差は許容値を超えています(許容可能な偏差≤±0.05mm、多くの場合±0.1mmを超えます)。シンクマークは、材料が厚すぎる地域では一般的ですが、材料が薄すぎる地域では破損は一般的です。これにより、シートは医療映画などの高精度アプリケーションに適していません。 2。熱分解と性能の損失を避けるために、非常に高温制御精度が必要です。
難しさ:

TPUシート押出機マシン 狭い熱安定性範囲の範囲:ほとんどのTPU処理温度は200°Cから230°Cの範囲です。 240°Cを超える温度は、分子鎖の破損(ウレタン結合の分解)を引き起こし、CO₂などのガスを放出し、シートに「燃焼粒子」(小さな黒い斑点)をもたらします。 190°C未満の温度は、溶融流動性が不十分であり、ダイキャビティが充填されないようにし、「不足」になります。
バレル温度勾配のマッチングは困難です。TPU押出には、厳密な「低温摂食 - 中程度の温度可塑化 - 高温ホモジナイズ」勾配(たとえば、給餌セクションの180°C-190°C、プラスチック化セクションの200°C-210°C、および均質化セクションの210°C-220°C)が必要です。 10°C未満の勾配差は、不均一な可塑化をもたらします。 30°Cを超える勾配差は、局所的な過熱と分解に簡単につながる可能性があります。直接的な影響:シートの機械的特性(休憩時の伸びなど)は劣化し、ソフトTPUの弾性回収率は90%から70%未満に低下し、ハードTPUの硬度は5〜10隻の岸壁減少します。表面は(劣化産物によって引き起こされる)黄色になりやすく、外観に影響します。
第三に、TPUシートカレンダー装置:表面の品質と寸法の安定性のバランスをとることは困難です
押し出し後、カレンダーローラーシステムを使用して、TPUシートを形作る(厚さと平坦度を制御)する必要があります。ただし、TPUには、強い弾性メモリ効果(冷却後にリバウンドする傾向があります)と高い熱収縮率(通常、PPの3%-5%、2〜3倍)があります。これにより、カレンダープロセス中に表面の滑らかさと寸法精度の両方を同時に達成することが困難になり、重要なポストモールディングチャレンジを提示します。難易度1:カレンダーロールの温度と圧力の一致。
カレンダーロール温度が低すぎる(<60°C)場合、TPU溶融物はロールサーフェスで速すぎて、ロールサーフェステクスチャに完全に付着することができず、マットでかすんだシート表面になります。
圧力が高すぎる(> 15MPa)の場合、ソフトTPUは「ローラーマーク残留物」(ロール表面のテクスチャが深く押されすぎる)になりやすく、ハードTPUはエッジで「ストレス亀裂」をする傾向があります。圧力が低すぎる場合(<5MPa)、溶融物内の泡を排除することはできず、シート密度が不均一になります。難易度2:冷却と寸法収縮の対立。カレンダーローラー(約80°Cから100°Cの温度で)からTPUシートが出現した後、「冷却ローラーアセンブリ」によって40°C未満に急速に冷却する必要があります。ただし、冷却が速すぎると、シート内の内部応力集中が発生する可能性があり、その後の保管中にワーピング(たとえば、エッジの上向きの曲げ)が発生しやすくなります。冷却が遅すぎる(> 30秒)により、TPUは縮小し続け、寸法偏差が増加し(たとえば、縦方向の2%から3%の縮小)、その後の切断に適していません。 IV。 TPUシート機器の適応性:従来のプラスチック機器にはターゲットを絞った変更が必要です
TPUシートモールディング装置は、従来のPP/PE押出装置を直接使用できません。コアコンポーネントを変更する必要があります。そうしないと、前述の困難が悪化します。これは、隠された機器レベルの難易度を表しています。
ネジ構造の変更:従来のネジ(グラデーションネジなど)は、TPUの可塑性効率が低く、局所的な過熱しやすいです。均一性を改善するには、「バリアネジ」(追加の混合セクション)に置き換える必要がありますが、この変更はコストがかかります(単位あたり約50,000〜100,000元)。
DIEデザインの最適化:従来のフラットダイは、排出ポートで「溶融保持」する傾向があります(TPUは長期間にわたってダイの角に残り、劣化につながります)。死んだゾーンを減らすには「魚雷ヘッドダイ」が必要であり、ダイギャップは正確に調整可能でなければなりません(精度は±0.01mm)。そうしないと、薄いTPUシート(厚さ<0.1mm)で均一性を実現できません。
ドロップオフおよび巻線制御:TPUシートは非常に弾力性があり、従来の引き下げマシンの「一定の張力制御」は不十分です。故障する傾向があります(張力変動は±5%のものでシートが伸びて変形します)、張力センサーのリアルタイム調整で「サーボモータートラクションシステム」に置き換える必要があります。巻線の場合、「表面巻線法」も採用する必要があります(中央の巻き付けによるエッジのしわを避けるため)。これにより、機器の投資コストが大幅に増加します。















